波形弹簧是用钢板冲压或用钢条绕制环状后冲压成沿圆周方向带有(3 ~ 6)正弦波形而形成的垫圈式弹簧。弹簧承受轴向载荷时,波峰与波谷产生轴向相对位移形成变形能,外加载荷取掉后,在变形能的作用下,恢复原来形状。从而起到缓冲,减震等作用。
一、波形弹簧的结构和类型
波形弹簧按结构可分为单片型和组合型,按加工方法可分为冲压型和绕制型。
单片型
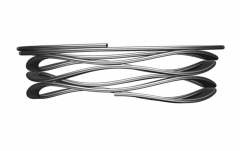
仅有一层或一圈的波形弹簧称为单片波形(图1)。
单片波形弹簧按其制造方法,可分为冲压型和绕制型两种。冲压型波形弹簧是把选好的板材在专用的模具上一次冲压成型。绕制型波型弹簧是把选好的条料,先通过轧轮按需要的圈数(单片簧只有一圈)绕制并切下,然后再轧出波形。
图1 单片型波形弹簧
冲压弹簧的制作比较容易,可是其冲压切口与金属纤维组织方向垂直,切断了金属材料纤维,将使簧片的质量下降。
组合型
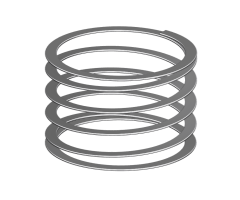
单片绕型弹簧的变形和承载能力有限,为了提高波形弹簧的承载能力和弹簧特性,通常采用使多个单片簧组合而构成组合型波形弹簧(图2)。
图2 组合型波形弹簧
根据组合方式不同,组合波形弹簧分可为并联型(叠合)和串联型(对合)。
并联组合(叠合)波型弹簧
多个波形簧片组合时,波峰与波峰相对,波谷与波谷相对的平行叠合称并联组合。并联组合波形弹簧按加工方式可分为冲压式并联组合波形弹簧与绕制式并联组合波形弹簧。 (1)冲压型并联组合波形弹簧。冲压式并联组合波形弹簧是多少冲压单片簧平行叠合而成。这种组合通常是用来承载能力(刚度)。
一般倩况下,为了保证精度,叠合片数不宜超过6片。其刚度可通过增加或减少单片数量调节。 (2)绕制型并联组合波形弹簧。圈数大于一圈的绕制式波形弹簧,称为绕制式波形黄。绕制成平行叠合状的就称为绕制式并联组合波形弹簧。绕制式并联组合波形弹簧。绕制式组合波形弹簧由于不损坏金属微观纤维,其承载能力及应力分布都优于冲压组合簧。它存在的问题是制造较困难。为了保证弹簧的精度绕制簧的圈数一般也不应超过6圈。弹簧刚度的调节,通常是提取截取一定数量的圈数(不一定是整数圈)来实现的。
串联组合(对合)波形簧
多个波形簧片(或圈)是以波峰对波谷的对合方式组合起来的波形簧,叫做串联组合波形弹簧。串联组合(对合)波形弹簧,按其制造方法也可分为冲压式和绕制式两种。串联组合波形簧主要用于增加弹簧的载荷变形量。 (1)冲压式串联组合波形弹簧由几个冲压单片簧以对合方式组合的波形弹簧就是冲压式串联组合波形弹簧。但是,与并联组合不同的是必须使用专用的装配定位装置才能保证波谷与波峰的对准,并在工作时保持稳定可靠。有三种组合方式及定位装置。
定位面法 :为了保证弹簧的对准性,冲压单片簧时冲压出定位面,在弹簧安装处加工出定位面,这样装配时就可保证对准性。
簧片上的定位面可在内径也可在外径,装配情况确定。一般情况下,这类组合的片数不宜超过4片。这种组合方式的优点是简单可靠,其缺点是模具的加工复杂。
加垫片法 :此法对对准性并不要求。只是在单片簧之间夹入垫片,就可达到串联组合的目的。这种方法虽然比较简单,却要均加弹簧的安装空间。一般情况下这类组合的片数也不超过片垫片数不超过3个。
铆接或焊接法 :当弹簧的载荷比较稳定时,可采用铆接法或焊接法组合,以保证组合簧的对准性。使用时,铆接只需一个铆接点即可。焊接则需二个焊接头,以保证可靠性。无论是铆接或焊接组合,由于铆钉或焊点的存在,都将减少波形弹簧的载荷变形量。 (2)绕制式串联组合波形弹簧这种组合弹是一种较新型的组合波形弹簧。它是在绕制过程中使相邻二圈波谷与波峰对合而构成的波形弹簧。这是一种比较理想的串联组合波形弹簧,它不象其他类型的串联组合波形弹簧,无需任何对准定位装置。且工作稳定可靠。
二、波形弹簧的特点
刚度范围大,缓冲吸振能力较强,单位体积材料的变形能较大。
具有变刚度特性。可通过改变波峰高度,宽度,厚度的不同组合来调正刚度。亦可通过组合片数的多少调节刚度。
与碟形弹簧相比,具有独度高,柔性好,耐冲击力强等优点。
结构尺寸紧凑,在同样弹簧参数条件下,需要的安装空间较小。
三、波形弹簧的几何尺寸计算
进行波形弹簧的几何尺寸设计,首先应知道载荷的大小 Pt 和空间结构尺寸的限制条件。设计需求的值有:波形弹簧主要尺寸参数 h、 t、D0、D1、b、N 和波形半径 r。
四、波形弹簧充分压缩后最大外径的计算
在很多情况下,由于径向间隙很小,需对变形后最(下转211页)摘 要 在工程机械里波形弹簧作为强力缓冲和减震弹簧。它具有装配空间小,刚性范围大等优点。但是弹簧使用寿命较短,稳定性较差。随着加工工艺,弹簧材料的改进,波形弹簧已被用于重型载荷下。本文将对波形弹簧的结构设计及其计算公式,并通过实例验证计算的正确性。
·2(下) 军民两用技术与产品
保护接地 < 4Ω ;
测试接地 < 4Ω ;
静电接地 < 100Ω ;
各类接地线与接地体断开之后,相互之间的绝缘电阻应大于Ω。
)电路设计法。除上述措施外,在电子线路的设计中,采用平衡或对称电路往往能避免多种干扰。另外,电路去耦、阻抗匹配、电子逻辑器件的防静电等,都是抗干扰技术的有效措施。
消除人员误差的方法
某飞行器姿控系统的测试要求极高,在测试人员上岗之前,必须进行严格的操作训练、心理训练及身体综合素质训练,使人员熟练掌握操作技能,熟知测试过程中的技术安全规定,精准操作,精准判读,具备发现并解决异常情况的能力,尽可能避免人员误差对测试结果准确性的影响。
减少随机误差的基本方法
通过分析得知,随机误差具有以下四个特性 : 1)在一定的测试条件下,随机误差的绝对值不会超过一定界限; 2)绝对值小的误差比绝对值大的误差出现的机会多 ; 3)绝对值相等的正、负误差出现的几率相同 ; 4)以相等精度测量某一量时,其随机误差的算术平均值随着测量次数的无限增加而趋近于零。
特性4表明了随机误差在多次重复测量中,有相互抵消的特性,即抵偿性。抵偿性是随机误差的一个最重要的特性,凡是具有抵偿性的误差,原则上都可以按随机误差处理。因此,可以通过取多次测量值的算术平均值来削弱随机误差对真实结果的影响。
消除过失误差的基本方法
在测试过程中,过失误差应该做到随时发现,随时剔除,重新测试。首先,要培养测量人员的责任感,确保在测试过程中集中注意力,避免误操作等现象 ;其次,要不断训练并提高测试人员的操作水平,熟练掌握各种仪器的使用方法,掌握正确判读数据的要领 ;最后,要培养测试人员发现过失误差的能力,随时发现,随时剔除,及时更正,确保测试结果的正确性和准确性。
结论
为评估某飞行器姿控系统的技术性能,无论是机械参数还是电子参数,都需要很高的精准度要求。要本着“严格、准确”的原则,采取有效手段避免或削弱系统误差、随机误差和过失误差的影响,确保每一个测试数据都尽量准确,这样才能最好地反映出姿控系统的真实状态,为正确评估飞行器整体性能、提高其可靠性和可用性提供最可靠的数据支撑。
波形弹簧是用钢板冲压或用钢条绕制环状后冲压成沿圆周方向带有(3 ~ 6)正弦波形而形成的垫圈式弹簧。弹簧承受轴向载荷时,波峰与波谷产生轴向相对位移形成变形能,外加载荷取掉后,在变形能的作用下,恢复原来形状。从而起到缓冲,减震等作用。